




铸铁T型槽平台芯撑材料的熔点应比铸件材质的熔点高,至少相同,以防止过早熔化丧失支撑作用。(对铸铁T型槽平台使用低碳钢或铸铁芯撑铸件用与铸件相同的合金做芯撑)。芯撑重量应适当,不能过大或过小。过小,易熔化,过大则不能与铸件很好焊合。铸铁T型槽平台芯撑不能用于重要表面上,应设在非加工表面或不重要的表面上。芯撑在铸件凝固过程中,应与铸件很好焊合。如果焊合不好则会引起渗陋,经不住打。铸铁T型槽平台壁厚小于8㎜的薄壁铸件尽撑。
观察各点温度以中点热电偶为准,上下热电偶点与中点热电偶温差<200℃并以此进行温度调整送电功率。1100℃保温结束后,取出热电偶,此后炉子自动控制将炉料熔化,铸铁T型槽平台铁料熔化时,要观察炉料,随时补加炉料,注意观棚。将铸铁T型槽平台铁水液面熔化至位置。高温烧法保温后,按铸铁T型槽平台熔化工艺调整后直接用于生产。
铸铁T型槽平台硅含量高的铁液增碳性不好。有人让铁液中Si的质量分数在0.6~2.1的范围内变化,并添加两种增碳剂,观察加入增碳剂后增别,铸铁T型槽平台铁液中Si的质量分数高时,增碳速度慢。正如铁液中的硅的质量分数对增碳效果的影响那样,硫的含量对增碳也有一定的影响。在铸铁T型槽平台添加前先加入用的硫化铁,观察S的质量分数对增碳的影响。
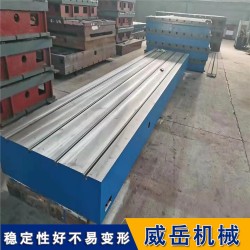
铸铁T型槽平台选择合理的浇注系统,使铸铁T型槽平台顺序凝固,以得到组织均匀的铸件。合箱是一个不可忽视的重要环节,铸型表面的浮砂要清理干净,按印记对合,注意错箱量,是减少铸件偏箱的重要,下芯时要平稳,清理浮砂,铸铁T型槽平台砂芯的位置要放置好以防偏芯的产生。铸铁T型槽平台工作外表不应有砂孔、气孔、裂纹、夹渣及缩松等铸造问题,各种铸铁T型槽平台外表应肃清型砂、且外表涂漆结实,各棱边应修钝,铸铁T型槽平台在精度等级低于铸铁T型槽平台工作面上,关于直15mm的砂孔允许用相同的资料梗塞,其硬度应低于四周资料的硬度。
铸铁T型槽平台精度维修工艺:铸铁平台工作面涂一层很薄的显现剂(红丹油),然后与维修研具一同对研,对研后工件外表的某些凸点就会明晰的出来,这个过程称为显点。显点后将显现出的凸点刮去,经过重复的显点和刮研,可使铸铁平台工作面的显现点数逐渐增加并平均散布,这表示铸铁平台工作面的几何精度误差在逐渐减小。
铸铁T型槽平台材质、设计标准达到了,就到了下一个的一项工艺了。这项工艺就是铸铁T型槽平台回火处理。一般的用户不知道铸铁T型槽平台到底回火了吗?不是内行人员根本就察觉不出,这里我为这些问题困扰的用户讲一下这里边的一些窍门,回过火的铸铁T型槽平台是呈现一点淡红色,眼观上一看是白里透红,这是因为铸造时五大元素非常合理的体现。
威岳机械谢女士15350773479