




条形铸铁平台的优点是如何被广大铸造业所熟知的?
条形铸铁平台工艺原料、设计规范到达了,就到了下一个的一项工艺了。这项工艺就是回火处理。一般的用户不知道大型铸铁平板到底回火了吗?不是熟行人员根本就发觉不出,这儿我为这些问题困扰的用户讲一下这儿边的一些诀窍,回过火的渠道是出现一点淡红色,眼观上一看是白里透红,这是由于铸造时五大元素合理的体现。假如用户有用的条形铸铁平台不容易观察的话,也可以用声响辨别,回过火的产品声响动听、洪亮有一种相关联的回声。购买过的企业用户也可对自己所购买的渠道产品进行一下测验,尤其对一些重型渠道,我所引荐的办法是很准的。这种办法也是一种省劲、的办法。
浇铸条形铸铁平台时要准确平稳,不准从冒口往砂箱内倒铁水和看铁水。当铁水浇入条形铸铁平台砂型时,要随时点燃出汽孔、冒口、箱缝排出的废气、以免毒气和铁水飞溅伤人。铸造铸铁平台,条形铸铁平台时剩余的铁水要倒在准备好的铁模或条形铸铁平台砂坑内,不准倒在砂堆和地面上,防止铁水伤人。因跑火或其它原因流在地面上的铁水,在未凝固之前不得用砂覆盖,凝固后应及时。
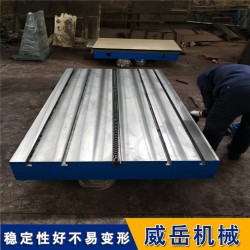
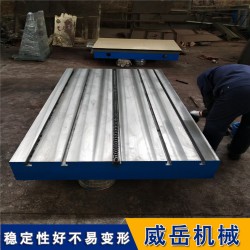
条形铸铁平台在翻转互研过程中,变形是无法防止的。一起条形铸铁平台消费厂家一般都会在条形铸铁平台上规划起重孔,它的出现能够防止条形铸铁平台出现变形造的条形铸铁平台作业面上可加工V型、T型、U型槽和圆孔、长孔等。
条形铸铁平台足够的压力使金属液渗人砂粒之间较高的金属液静压力头。即由条形铸铁平台件浇注高度和浇注零碎构成的压力。如该压力砂粒间隙之间毛细景象构成的抵抗压力。金属液毛细管的润湿角;r爲毛细管半径。就会构成条形铸铁平台机器粘砂。静压力头500mm,条形铸铁平台铸造用砂又较粗,少数会发生机器粘砂,除非上涂料。条形铸铁平台上式亦阐明:越大,即砂粒粒度越粗,尸毛越小,即较易发生机器粘砂。
条形铸铁平台浇注方面防止热裂的方法是选用高温出炉、低温浇注,条形铸铁平台浇注速度先快后慢的原则。但考虑到降低浇注温度,关于薄壁件易产生冷隔、浇不足等问题,所以根据铸件结构特色,应别离按以下方法出产为好。在浇注薄壁与杆状(扳手、衔接杆、钳子)铸件时,钢水的浇注温度控制在1540C左右,型壳的温度大于650C,即要求红壳浇注。关于壁厚大于20毫米的铸件,条形铸铁平台的浇注温度选择在1530C左右,条形铸铁平台型壳的温度在400C以下,乃至可冷壳浇注。
安装条形铸铁平台的铸造碾砂工序的质量控制用于铸造条形铸铁平台的型砂功能将直接影响铸件的质量,因此,用于铸造条形铸铁平台型砂有具有杰出的透气性,湿强度、流动性、可塑性和退让性等。严格按照加料次序:旧砂-新砂-粘土-煤粉-水。混碾以后进行调拌。调匀后进行过筛、打松后再用,这样做使型砂具有松散性,
联系人威岳机械谢女士15350773479
高强度条形铸铁平台 1000—4000mm铸铁平台