


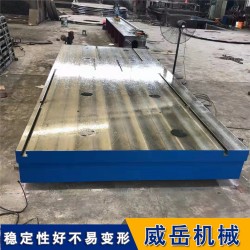
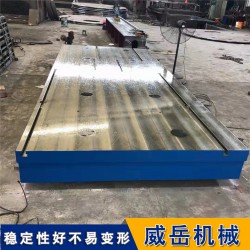


T型槽试验平台 什么是试验平台?
T型槽试验平台设计技术要求一般根据《机械行业标准》2000设计,按GB4986-85标准制造T型槽试验平台精度等级有00、0、1、2、3、级及精刨,平板制成筋板式和箱体式,T型槽试验平台工作面有长方形、正方形或圆形。工作面采用刮削工艺,工作面上可加工V形、T形、U形槽和圆孔、长孔等。
T型槽试验平台热加工技术的各种工艺方法大多是集多种学科于一体的综合技术,是兼容多种现代科技理论的工程技术,是技术密集、能代表提高前辈制造技术水平的高技术领域之一,具有技术难度大、耗资大和研究周期长等特点,正沿着如下新趋势发展:
T型槽试验平台热加工技术与产品新结构同步发展。如摩擦焊接、热等静压和液相扩散焊等热加工技术分别与整体涡轮转子、整体叶盘结构和大型夹芯结构风扇叶片及对开叶片等新结构同步发展;T型槽试验平台工艺材料在热加工过程中的作用愈来愈大。如钛合金铸造用玻璃润滑剂、锻造用型芯和壳体材料及涂料等。
学科间互相透渗出或组合成复合成形工艺愈来愈多。如超塑性成形/扩散连接和形变热处理技术等;新工艺方法发展迅速。如单晶空心叶片精铸、粉末高温合金超塑性铸造、喷射沉积成形和隔热涂层技术等
新工艺方法与新材料同步发展。如热等静压和超塑性铸造与粉末高温合金和液态金属快冷轧制与非晶态材料同步发展等;T型槽试验平台常规热加工技术逐步被现代技术改造。古老的锻、铸、焊、热、表面处理等常规技术引进了计算机、真空和激光等技术,被改造为高新技术。
T型槽试验平台蜡模制作压型:制蜡模的专用模具,钢铜铝切削而成;蜡模的压制:石蜡,峰蜡,硬脂酸,松香等,将熔化的蜡料压入压型中,冷凝后掏出,修去毛刺,得到蜡模,T型槽试验平台蜡模组装:若干蜡模焊在一个直浇棒上。结壳:蜡模涂上涂料,硬化干燥等浸涂料(石英粉+粘结剂的糊状物)表面光洁,撒砂(粗石英砂)的目的:增厚型壳。硬化(水玻璃+NH4CL—SIO2)化学硬化,脱蜡焙烧,脱蜡:热水或水蒸气,焙烧:加热800~1000℃进步型壳强度,型壳放入铁箱中,附近干砂充填,T型槽试验平台浇注:趁热(600~700℃)进行浇注,T型槽试验平台落砂清理冷后,破坏型壳,掏出铸件,去浇口,毛刺,退火或正火,以便得到所需机械机能特点和应用锻造精度,光洁度高,且可浇注外形复杂的件能锻造各种合金(型壳是耐火材料)单件,小批,大批量出产均可。
T型槽试验平台机械加工难度大。于阀门材料的各类繁多,除各种T型槽试验平台、碳素钢外,其大部分高强、耐腐蚀和高硬材料的切削性能都很差,很难使T型槽试验平台达到规定的加工精度和表面粗糙度。而T型槽试验平台密封面的几何型状精度和表面粗糙度的要求很高,因此更增加了T型槽试验平台机械加工难度。同时,T型槽试验平台材料的切削性能差,又给T型槽试验平台的加工方法、刀材料、切削用量、工艺装备等方面带来了很多新的问题。
联系人威岳机械谢女士15350773479
试验平台|T型槽试验平台|试验工作台-威岳机械T型槽试验平台